|
无定形 |
半结晶 |
无定形或半结晶 |
|
丙烯腈-丁二烯-苯乙烯共聚物 丙烯酸类塑料 聚酰胺-酰亚胺 聚碳酸脂 聚醚酰亚胺 聚苯乙烯 聚砜 聚醚砜 聚氯乙烯 聚三氟氯乙烯 改性聚苯醚 |
聚甲醛 纤维素塑料 尼龙 聚丁烯 对苯二甲酸酯聚合物 聚醚醚酮 聚乙烯 聚丙烯 聚四氟乙烯 离子交联聚合物 液晶聚合物 聚芳醚酮 聚邻苯二甲酰亚胺 |
丙烯腈 聚偏氟乙烯 聚对苯二甲酸乙二醇酯 聚苯硫醚 聚偏二氯乙烯 聚酰亚胺 |

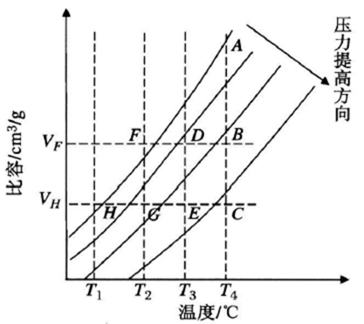
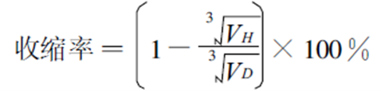
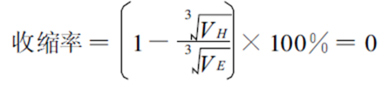
 ,因此第二条路线收缩率为零。
,因此第二条路线收缩率为零。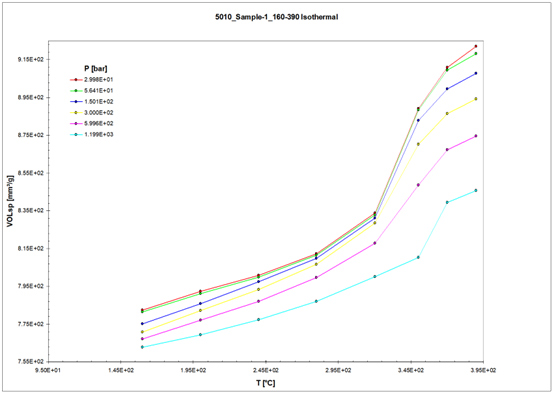
|
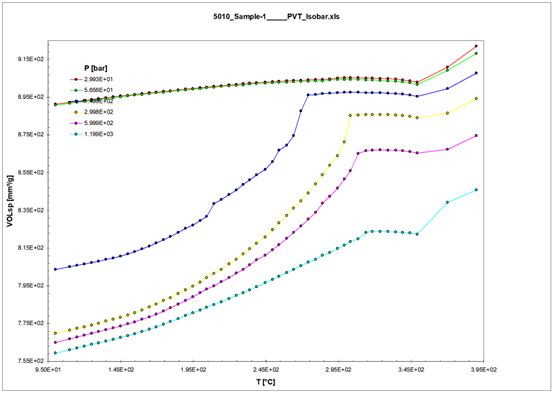
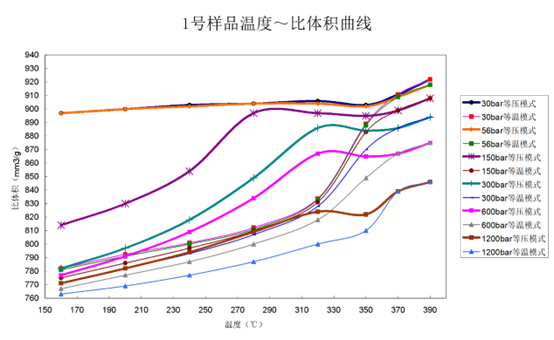
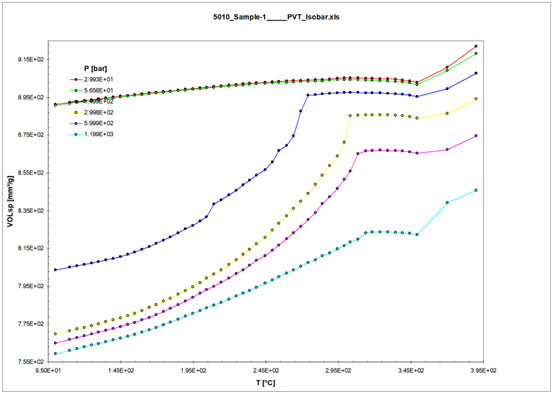
压力 |
30bar | 56bar | 150bar | 300bar | 600bar | 1200bar | ||||||
|
|
等压模式 | 等温模式 | 等压模式 | 等温模式 | 等压模式 | 等温模式 | 等压模式 | 等温模式 | 等压模式 | 等温模式 | 等压模式 | 等温模式 |
| 160 | 897 | 782 | 897 | 781 | 814 | 775 | 782 | 771 | 777 | 767 | 771 | 763 |
| 200 | 900 | 792.4 | 900 | 791 | 830 | 786 | 797 | 782 | 791 | 777 | 782 | 769 |
| 240 | 903 | 800.9 | 902 | 800 | 854 | 797 | 818 | 793 | 809 | 787 | 794 | 777 |
| 280 | 904 | 812.2 | 904 | 811 | 897 | 810 | 849 | 807 | 834 | 800 | 809 | 787 |
| 320 | 906 | 833.7 | 904 | 833 | 897 | 831 | 886 | 828 | 867 | 818 | 824 | 800 |
| 350 | 903 | 889.1 | 902 | 888 | 895 | 883 | 884 | 870 | 865 | 849 | 822 | 810 |
| 370 | 910.9 | 910.9 | 909 | 909 | 899 | 899 | 886 | 886 | 867 | 867 | 839 | 839 |
| 390 | 922 | 922 | 918 | 918 | 908 | 908 | 894 | 894 | 875 | 875 | 846 | 846 |
|
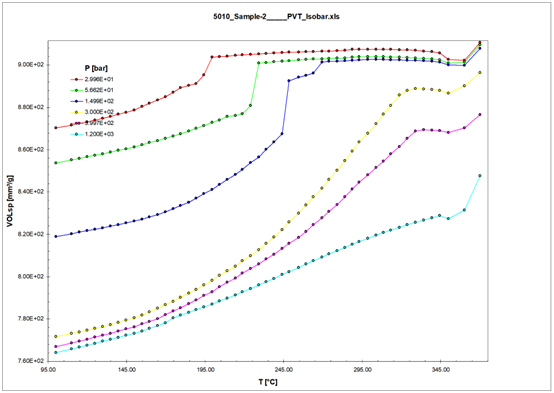
压力 |
30bar | 56bar | 150bar | 300bar | 600bar | 1200bar | ||||||
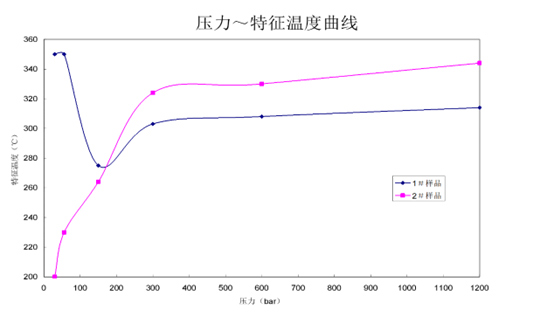
| 样品编号 | 1# | 2# | 1# | 2# | 1# | 2# | 1# | 2# | 1# | 2# | 1# | 2# |
| 100℃ 比体积mm3/g | 891 | 870 | 891 | 853 | 804 | 818 | 770 | 771 | 765 | 766 | 759 | 764 |
| 特征温度 ℃ | 350 | 200 | 350 | 230 | 275 | 264 | 303 | 324 | 308 | 330 | 314 | 344 |
| 特征温度下比体积mm3/g | 903 | 903 | 902 | 900 | 896 | 896 | 885 | 888 | 865 | 868 | 823 | 828 |
| 370℃比体积mm3/g | 910.9 | 910.1 | 909 | 909 | 899 | 907 | 886 | 896 | 867 | 876 | 839 | 847 |
 微信扫码 关注我们
微信扫码 关注我们
地址:上海市浦东新区唐镇繁昌路56号鑫智汇4栋308 备案号:沪ICP备19046444号-1




